
Draugai, kurie tai daroInvesticijų liejimasŽinokite, kad šis verslas yra susijęs su „informacija apie sėkmę ar nesėkmę“. Klientai gali norėti, kad orlaivių peiliukai, medicininė įranga ar tikslios instrumento dalys, o skirtumas būtų 0,01 mm. Šiandien pakalbėkime apie tai, kaip pasiekti liejinių tikslumą.
1. Vaško modelio kūrimas - „pirmasis tikslumo leidimas“
Vaško modelis yra tarsi liejimo „genas“. Jei šis žingsnis bus kreivas, visa kita bus veltui. Dabar pagrindinėje dalyje naudojami 3D spausdinimo vaško modeliai, o šviesiai išgydytos dervos tikslumas gali pasiekti ± 0,05 mm, o tai yra daug geresnis nei tradicinis rankų drožyba. Tačiau atkreipkite dėmesį į temperatūros kontrolę. Jei dirbtuvių temperatūra skiriasi 5 ℃, vaško modelio susitraukimo greitis gali būti klaidingas. Rekomenduojama naudoti pastovią temperatūros ir drėgmės įrangą, neišsaugokite šių mažų pinigų.
2. Korpuso gamybos procesas - neleiskite keramikos apvalkalui „duobuoti“
Kiek yra naudojami silicio dioksido dažų sluoksniai ir kiek storas kiekvienas sluoksnis tiesiogiai veikia galutinį dydį. Viena gamykla buvo tingus ir nuvalė vieną mažiau sluoksnį, todėl smėlio skylės visame liejimo paviršiuje buvo smėlio skylės. Dabar populiaru naudoti „gradiento apvalkalo gaminimą“ - smulkių miltelių vidiniam sluoksniui ir šiurkščiavilnių milteliams išoriniam sluoksniui, kurie gali ne tik užtikrinti sklandumą, bet ir sumažinti streso deformaciją. Nepamirškite ilgą laiką išdžiovinti apvalkalo, kitaip jis „sprogs“ tiesiogiai vaško metu.
3. Lydymas ir pilavimas - reikia suprasti išlydyto metalo „nuotaiką“
Nerūdijančio plieno ir aukštos temperatūros lydinio susitraukimo greitis gali skirtis 1%! Pelėsio dydis turi būti sureguliuotas atsižvelgiant į medžiagos savybes. Paliavimo temperatūra yra dar kritiškesnė. Tam tikra aviacijos dalių gamykla tiesiogiai išpjaustė liejimą, nes temperatūra buvo 20 ℃ aukštesnė, o grūdų dydis buvo šiurkštus. Dabar mes naudojame pelėsių srauto analizės programinę įrangą, kad iš anksto imituotume, o tai yra daug patikimesnė nei bandymai ir klaidos.
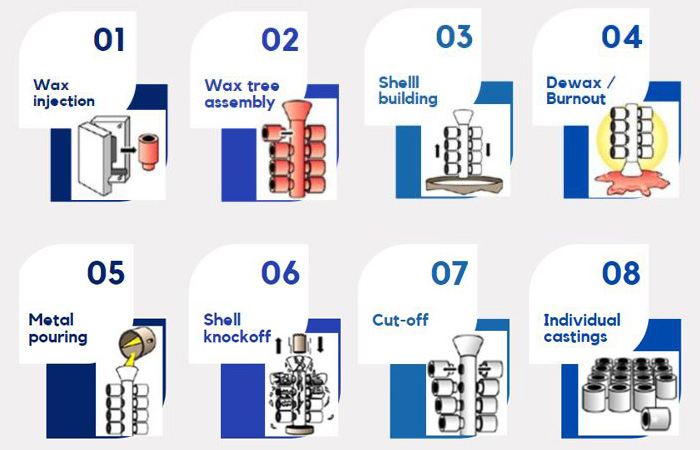
4. Post apdorojimas - šlifavimas nėra pagrįstas žiauria jėga
Stabiliau naudoti robotus, kad būtų galima šlifuotiInvesticiniai liejiniainei rankinis darbas, tačiau programavimas yra puikus. Aš mačiau, kaip žmonės naudoja didelius šlifavimo ratus, kad sutaupytų problemų, tačiau jie šlifuoja per plonas sienas. „Magnetinis šlifavimas“ yra populiarus dabar. Mažos dalys yra suapvalintos magnetiniame lauke, o tikslumą galima valdyti iki ± 0,02 mm.
5. Patikrinimo metodai - nelaukite, kol išsiųsite „Atidaryti aklųjų dėžę“
Trijų koordinačių matavimo aparatas yra standartinis, tačiau nepamirškite rentgeno spindulių trūkumų aptikimo. Buvo gamykla, kuri gamino turbinų ašmenis. Paviršiaus patikrinimas buvo kvalifikuotas, tačiau rentgeno spinduliai rado vidines poras ir beveik prarado kliento užsakymą. Dabar naudojamas net AI vaizdinis patikrinimas, kuris yra greitesnis už žmogaus akis ir nedaro klaidų.
Išvada:
Atliekant galutinę analizę, liejinių tikslumas pasiekiamas visame „kombinuotų štampų“ rinkinyje. Nuo vaško formų iki patikrinimų kiekviena nuoroda turi būti rimtai vertinama. Dabar rinkos konkurencija yra tokia nuožmi, kas gali gauti papildomą 0,01 mm tikslumą, gali priimti aukštos klasės užsakymus. Kitą kartą, kai klientas paklaus „Kaip užtikrinti tikslumą“, tiesiog išmeskite jam šį straipsnį - profesiniai reikalai turi būti išspręsti profesionalais metodais.
Kaip profesionalus gamintojas ir tiekėjas, mes teikiame aukštos kokybės produktus. Jei jus domina mūsų produktai ar turite klausimų, nedvejodamiSusisiekite su mumis.
Dauguma mūsų pasiūlymų pristatomi per 24/36 val. ir paprastai per daug trumpesnį laiką, priklausomai nuo projekto detalių.
Mūsų komanda susisieks su jumis tiesiogiai dėl jūsų CNC apdirbimo pasiūlymo, kad įsitikintumėte, jog gavote ir supratote visus pasiūlymo aspektus ir atsakys į visus klausimus apie jūsų galimybes.